精密医疗导管引领者
语言选择:  ∷
∷ 
∷ ∷ 
A, fep heat shrinkable tube introduction
FEP full name is Fluorinated ethylene propylene, translated as fluorinated ethylene propylene copolymer (perfluorinated ethylene propylene copolymer) English trade name: Teflon* FEP, is a class of chemical substances. fep is tetrafluoroethylene and hexafluoropropylene copolymerization. fep crystallization melting point is 304 ℃, density is 2.15g/CC (g/ FEP can be applied to soft plastics and has lower tensile strength, abrasion resistance and creep resistance than many engineering plastics.
1.1 Name: Fep heat shrink tubing, F46 heat shrink tubing, transparent Teflon heat shrink tubing, PTFE heat shrink tubing, Teflon heat shrink tubing
1.2 Colour.
Commonly used colours: transparent, black.
Not commonly used colours: yellow, brown, green, blue other colours can be customized.
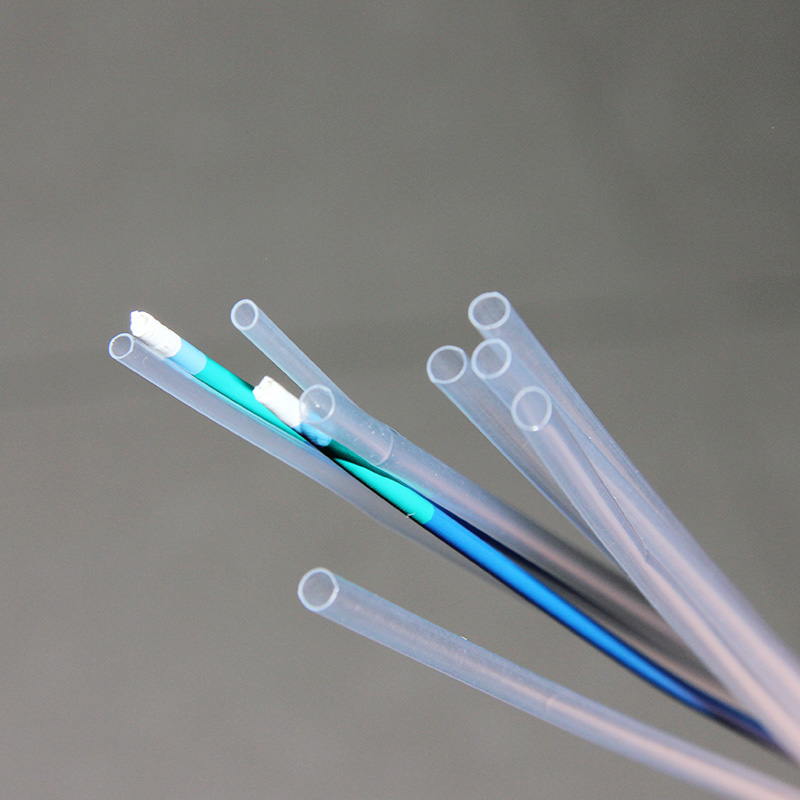
1.3 What is fep heat shrink tubing?
FEP heat shrink tubing is usually a relatively thin tube that can be shrunk. fep heat shrink tubing is as thin as 0.1mm and as thick as 2mm, the impression of thin-walled heat shrink tubing is usually seen: very light, very thin, poor compressive properties, thin and light are the main characteristics of fep heat shrink tubing. fep, like other fusible fluoroplastics, is heat-shrinkable by common methods. moulding, die-casting and extrusion (vacuum and pneumatic forming). In standard equipment, all moulded parts in contact with fusible fluoroplastics should be made of corrosion resistant alloys.
fep heat shrink tube performance & characteristics
Common characteristics.
Operating temperature: -200 degrees to 200 degrees
Ease of processing: welding
Ageing resistance: can be exposed to ozone and sunlight for a long time without ageing
High transparency: low refractive index among all plastics, so that the flow of the medium inside the tube can be seen very visually
Corrosion resistance: able to withstand all strong acids, strong oxidising agents, strong reducing agents and various organic solvents except molten alkali metals, fluorinated media and those above 300°.
strong reducing agents and various organic solvents
Unusual properties.
Density: 2.14 - 2.17 g/cm3
Volume resistance > 1 x 1018
Surface resistance > 2 x 1013
Arc resistance > 165 seconds without leakage
Low water absorption: <0.1% water absorption
Low coefficient of friction: low coefficient of friction
Surface non-adhesion: known solid material heads cannot adhere to the surface
Non-combustibility: non-combustible in air, in line with the strict requirements for fire protection
Non-toxic: odourless, physiologically inert and not harmful to people or the environment
Volume resistance >1018ΩM,surface resistance >1013Ω, arc resistance >165 seconds, no leakage; low friction dynamic friction coefficient: 0.2-0.3; non-stick, spell water, spell oil water contact angle θ = 114о; non-combustibility, will not burn in the air (oxygen index >95VOL%), shrinkage ratio of 1.3:1.
Three, fep heat shrinkable tube common specifications
Part of the common specifications: shrinkage after the inner diameter * wall thickness (unit: mm)
1.6*0.15 3*0.2 3.6*0.15 5.8*0.2 8*0.3 11*0.2 16*0.25
30*0.35 76*0.4 120*0.38 130*0.5 150*0.5 180*0.55 200*0.6
Four, fep heat shrink tubing frequently asked questions
4.1 How to use heat shrink tubing?
Some specific ways in which heat shrink tubing can be used include: providing electrical insulation (wire repairs, connectors, overlay terminals, other connectors, etc.) identifying components (by custom colours, printing, etc.) bundling loose items (usually wire harnesses and wires) changing the surface finish of something colour coded insulation stress relieving environmentally friendly sealing against chemicals and moisture a protective covering that prevents dents, scratches peeling, chipping, cutting, abrasion and low impact As you can see, heat shrink tubing is versatile.
4.2 What is used to make heat shrink tubing?
Forming process
The general process of forming FEP heat shrink tubing consists of two general parts: the manufacture of the base tube and the blow moulding.
① Preparation of the base tube: The forming process for the base tube used for FEP heat shrink tubes is similar to the production of FEP tubes process, while the forming process conditions are not exactly the same, generally using low temperature and low speed extrusion. The screw speed should not be too fast in order to control the lower extrusion volume. The process is: FEP pellets an extrusion a horizontal tube head a cooling set a traction a cutting in order to get in line with the blowing with the base tube, the pipe stretching ratio should be controlled in 3 ~ 7 for good, melt cone length control in the range of 10 ~ 20mm more appropriate, more than 20mm, molten tube billet due to self-weight and sagging, affecting the uniformity of wall thickness, wall thickness is not uniform will not get the same blowing rate of heat shrinkable tube The wall thickness is not uniform so that the same heat shrinkable tube with the same blowing rate is not obtained. The molten billet must be cooled quickly to reduce the crystallinity of the base tube, which is conducive to blowing; the compression ratio of the head should be in the range of 1.4 to 3 to ensure complete plasticisation of the melt and dense. In short, as the base tube for blowing, the surface must be clean, uniform wall thickness, does not allow the surface filigree and large black spots, impurities, etc..
The wall thickness of the base tube is generally controlled within the range of 0.20-0.60mm, with the optimum wall thickness being (0.25-0.4)±0.02mm.
②Blowing forming (expansion process): FEP heat-shrinkable tube blowing process is developed on the basis of the general plastic blowing process, generally using the internal flow of compressed air blowing method. According to the different processes of blowing and forming can be divided into two types: continuous blowing: in the blowing machine, a certain length of the base tube continuously through the blowing mould, in the case of heating, pressure blowing, and after cooling and shaping.
The advantages of this method are: low investment, the ability to blow different sizes of shrink tubes by simply changing the blowing mould, high production efficiency and the ability to obtain a certain continuous length of heat shrink tubes.
Intermittent blowing: the FEP heat shrink tube base tube is cut to a certain length (generally 1 m) and then fixed in the blowing mould, the two ends are sealed, one end is ventilated, heated and pressurised and blown into shape. The advantages are: the ability to blow special specifications of the shrink tube, and heat shrink tube appearance quality (and the appearance of the base tube quality close to), roundness; disadvantages are: low production efficiency, product length also has limitations.
Sokol Medical Electronics (Shenzhen) Co., Ltd. specialises in the research and development, production, sales and service of FEP, PFA, PTFE and other fluoroplastic tubes, rods, sheets and film products as well as other insulation materials.
The company has an international standard senior R & D team and fluoroplastic products production lines introduced from abroad, and some of the fluoroplastic products have passed ISO9001, SGS and FDA certification.
Disclaimer: All articles published on this website are from the Internet and do not represent the views of this website.
 微信扫码 关注我们
微信扫码 关注我们

24小时咨询热线0755-23251960

移动电话191 7359 3045
Copyright © SOKO Medical All Rights Reserved. 地址:Shenzhen,CHINA 粤ICP备2022121184号  粤公网安备 44030402005873号
粤公网安备 44030402005873号