精密医疗导管引领者
语言选择:  ∷
∷ 
∷ ∷ 
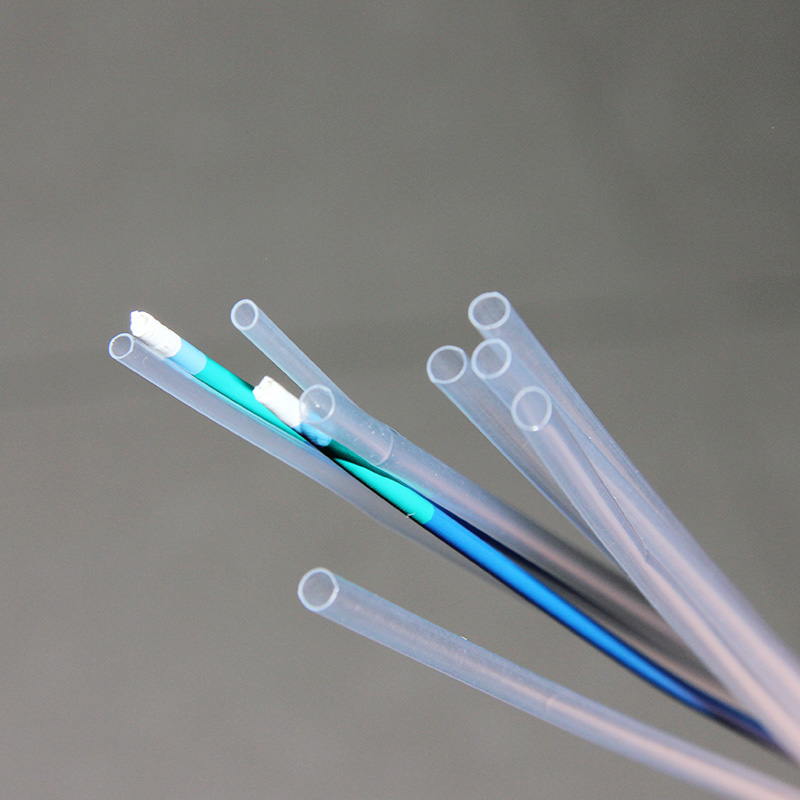
The breakthrough of multilayer catheter extrusion technology pushes the application of medical catheter to a new height.
In the medical device industry, the trend of minimally invasive surgical technology is toward smaller, more innovative medical devices. Instruments acting on blood vessels or other tissues require higher accuracy, tighter tolerances, and additional functions for medical catheters. As tube designs become more complex, so do the extrusion techniques needed to produce them. There is no doubt that multilayer conduit extrusion technology is the most advanced extrusion technology.
Multilayer extrusion or co-extrusion can be defined as the simultaneous extrusion of multiple layers of material to produce multiple layers of conduit. Multilayer techniques are primarily used to improve functionality: to combine weldable materials with materials that have certain other performance characteristics, such as lubricity. These structures also improve performance and potentially reduce overall assembly and material costs, making medical devices more cost-effective for customers; Additional functions may include the addition of layers of active materials, such as hydrophilic, bioabsorbable or drug-eluting layers. The technologies and materials used to produce multilayer products for today's medical devices have greatly improved, providing designers with a vast array of options for optimizing size, materials, and functionality.
The use of multilayer catheters in medical devices can:
Create catheter surfaces with different characteristics for the outer and inner surfaces of the catheter
Materials with different properties can be combined to create unique conduit characteristics
The active material is in its sweet spot
Adhesive materials are located internally or externally, enabling self-assembly for easy assembly of complex medical devices
Multilayer pipe extrusion equipment
Multilayer conduit processing requires technicians to put together a variety of extruders and downstream equipment. With this poor method, it is likely that the various extruders will all be in the same plane, resulting in longer flow channels, increased extrusion pressure and increased material processing time. Often the required ratio of conduit layers does not match the optimal output of the extruder, which can result in screw speeds that are too high or too low. This can result in tubes with poor mechanical properties.
Moreover, there are numerous interfaces on various extruders, feeding systems and traction units that operators must monitor throughout the production process. This usually leads to various problems during the catheter processing.
Modern multilayer tube extrusion equipment is more likely to be a fully integrated production line with a single operator interface to monitor, control and record the entire extrusion system in real time. Extruders for each polymer layer are selected to provide the desired output speed range without compromising the mechanical properties of the material. They are positioned to minimize material retention time, and typically one or more extruders can be installed vertically or at a 45° Angle. Typically, one or more extruders in a multilayer system will be microextruders with outputs as low as 50 grams per hour, allowing individual layers to be only a few microns thick. Manufacturers of these micro-extruders use innovative extruder designs to ensure that standard plastic particles proceed well in the feed portion of the extruder without loss of stability.
The system can also have an online measurement system that not only uses infrared or ultrasonic technology, but also monitors the outer diameter, wall thickness and inner diameter. These systems typically provide closed-loop control for extruders, traction units and pneumatic or vacuum styling to ensure the most accurate dimensional control is maintained throughout the extrusion process.
Customer expectations are driving the use of such statistical process control systems and increasing regulatory requirements for products. However, accurate online measurement of thin-walled tubes remains a major challenge for medical device manufacturers. Currently, multilayer medical catheter manufacturers must use high-magnification video monitoring samples with magnification up to 350 times.
material
At the present stage, the design of multilayer pipe, can be used in the thermoplastic material or quite a lot.
The most commonly used materials are those traditionally used to make medical tubes, such as polyamide (PA),
Thermoplastic elastomer (TPE), polyurethane (PU), polyvinyl chloride (PVC) and polyolefin (PE).
These materials can be customized to include drug-eluting ingredients, radioactive substances, fillers and/or colors.
However, the designer must consider the processing temperature, flow characteristics and melt viscosity of the material.
For example, it is not possible to co-extrude high-melting, high-viscosity materials such as polyether ether ketone (PEEK),
Its melting temperature is about 300 °C, polyethylene and other materials melting temperature is about 50 °C.
Because the temperature difference is so large, compatible materials will bond when extruded together.
In order to combine two chemically distinct materials, a connecting layer must be used.
It is possible to combine two different pairs of materials without adding additional processes.
Multilayer conduit extrusion is particularly suitable for extruding novel or active materials with specific functions that are expensive because it allows for the appropriate design of the placement of these materials on the conduit. Common examples are drug eluting materials that need to be placed on the outer tube, or highly lubricated materials that need to be placed on the inner tube. Moreover, there is a cost advantage because multilayer catheters allow for the placement of thin layers in the most efficient location.
Application of multilayer catheter in medical treatment
Delivery system for transcatheter valve replacement
Percutaneous replacement of diseased heart valves is an emerging treatment that offers an alternative to traditional surgical methods for high-risk patients. In this minimally invasive procedure, a guide line is passed through the femur entry site (in the groin), similar to an angioplasty, and is guided into the heart chamber. The seeker jacket is inserted into the guide wire and then introduced into the valve delivery system. Once the replacement valve is in the correct position inside the diseased natural valve, it is unrolled. The patient was fully conscious throughout the minimally invasive procedure. The conduit needed to transport the valve to the site is a highly specialized component. The distal end must be easily manipulated so that it can be guided directly into the heart chamber.
The catheter needs to be pushable, so the proximal end needs to be stiffer. It must also have excellent kink resistance, and the bore must be lubricated for smooth, unimpeded delivery of replacement valves. Another key requirement is that the wall must be as thin as possible to maximize the diameter of the delivery channel for the replacement valve without the conduit losing any of its functionality.
In designing this particular component, designers face a number of challenges. Polytetrafluoroethylene (PTFE) lubricated liners, often the industry standard for delivery systems, cannot be used because of concerns about the effects of gamma radiation during sterilization. Other issues include obtaining PTFE liners with the ultra-thin walls required for this application and also achieving good bonding with other materials in the component. To ensure that the catheter does not kink or warp as it guides through the anatomy to the heart, the braiding layer must be incorporated into the component. The far end of the part needs to be more flexible for traceability, and the near end of the part needs to be less flexible for pushing.
The final design is a five-layer assembly consisting of an ultra-thin-walled multilayer tube, a stainless steel braided layer and a variety of polyether block amide sheaths of varying hardness, adding overall flexibility from near end to far end to the outer layer of the assembly.
The multilayer tube used in the component's inner diameter consists of high density polyethylene (HDPE), connection layer and polyether block amide with a wall thickness of less than 0.008 "and an outer diameter between 25Fr and 35. Because of its low friction properties, HDPE is used in the inner layer. The outer layer is polyether block amide, which forms a good bond with the outer sheath tube, ensuring that there is no delamination on the braided layer. The stainless steel braided layer provides the necessary structural stiffness and kink resistance. By using multiple layers rather than multiple single-layer tubes, the wall thickness is kept to a minimum and assembly time and costs are reduced.
Percutaneous endovascular coronary angioplasty
Percutaneous transluminal angioplasty (PTA) and percutaneous transluminal coronary angioplasty (PTCA) are performed to treat vascular stenosis. In both types of surgery, leads are passed from the femoral artery in the groin (or, sometimes, from the radial or brachial artery in the arm) to an area beyond the artery being treated. The balloon catheter is advanced in line to the area to be treated. When the balloon expands, it compresses plaque and stretches the artery wall to expand, thereby improving blood flow. Stents may also be placed at the occlusive site during the procedure.
The microporous multilayer tube can be used to fabricate the inner axis tube of PTA and PTCA catheter. The use of multiple extrusions in this application resulted in enhanced performance characteristics for the finished conduit while reducing the total wall thickness to less than 0.002 in some cases. The inner shaft is usually a three-ply tube consisting of a lubricating material (usually HDPE) on the inner layer for easy passage over the guide wire. Polyamide or polyether block amide is used for the outer layer because it is soldable with other components in the device. The intermediate layer consists of a lacing or bonding material used to connect incompatible inner and outer layers of material. With recent material developments, it is now possible to use lubricated inner materials compatible with outer materials. These materials can be in the form of grease-enhanced polyamides or fluorocarbon-based materials - eliminating the need for a bonding layer sandwiched between the outer and inner layers. By using materials in the middle layer to change the mechanical function of the tube rather than just glue the inner and outer layers together, designers have almost unlimited possibilities.
In addition, multilayer technology is increasingly used to manufacture other tube components in PTA and PTCA devices, such as balloon tube and outer body tube. Using multilayer tubes with a combined rigid interlayer can significantly reduce the overall wall thickness or, by maintaining the wall thickness, increase the burst resistance rather than that of single-layer tubes.
Infusion tube
An infusion tube is used to deliver medication to the body. Flexible PVC containing plasticizers and other additives has traditionally been the material of choice for this application due to its low cost, excellent kinkiness resistance, ease of processing and assembly using solvent bonding. However, PVC is incompatible with insulin, nitroglycerin and oncology drugs such as paclitaxel.
The active ingredients of these drugs adsorb into the PVC pipe, resulting in a loss of effectiveness and only a portion of the required dose reaching its target. Adding to the danger, infusion solutions can dissolve plasticizers and other additives contained in PVC, which inevitably end up in the patient's body. Polyethylene has excellent compatibility due to its inertia, but it is difficult to bond and has poor kink resistance. Multilayer tubing containing low density polyethylene (LDPE) with a compatible inner diameter and PVC outer diameter is the ideal solution. The LDPE layer acts as a barrier to ensure that there is no loss of active ingredients through absorption of the infusion solution, or contamination due to the migration of additives within the polymer material. The PVC outer layer ensures kink resistance, and the tubing can still be assembled, packed, and sterilized by solvent bonding in the same manner as a standard infusion line. This chemical compatibility is a common challenge that can be easily overcome by advances in multilayer catheter technology.
Language of ending
The innovative use of multilayer catheters in medical design has revolutionized the way we address a wide range of medical problems. In the future, as extrusion tools and machine design techniques become more advanced, coupled with improvements in process control and measurement systems, we hope to achieve greater accuracy with smaller, thinner and more versatile multilayer conduits. Over time, multilayer extrusion lines will become more specialized and incorporate other extrusion techniques such as multi-cavity extrusion, tapered extrusion, "in-line" extrusion and discontinuous/interfault extrusion.
Statement: The articles published in this website are from the Internet, do not represent the views of this site
 微信扫码 关注我们
微信扫码 关注我们

24小时咨询热线0755-23251960

移动电话191 7359 3045
Copyright © SOKO Medical All Rights Reserved. 地址:Shenzhen,CHINA 粤ICP备2022121184号  粤公网安备 44030402005873号
粤公网安备 44030402005873号