Focus on precision medical catheters
language:  ∷
∷ 
∷ ∷ 
在最近的一次行业会议上,一家大型医疗设备公司的执行研发经理概述了该公司通过“血管高速公路”进行分娩治疗的愿景。他表示,几乎所有身体结构都可通过这条路线进入。 这意味着在微创治疗中有创新导管设计的重要未来机会。
导管一直是微创和微创治疗革命的基础。 塑料,金属,电子,传感器和创新建筑技术的进步已经产生了前所未有的导管。
一些最大的医疗器械公司(例如Boston Scientific和Guidant)是建立在导管产品上的。
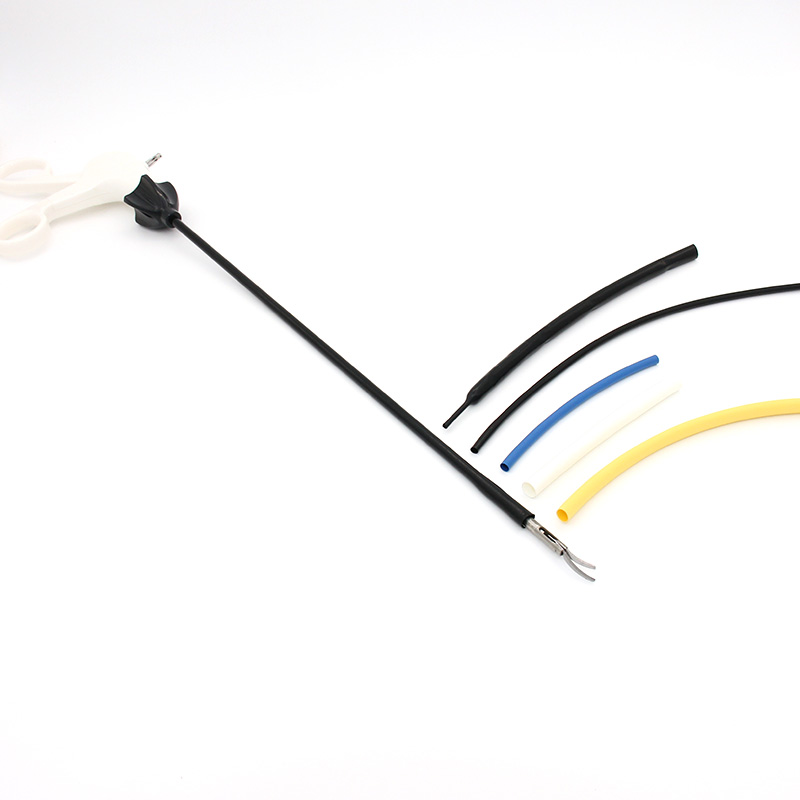
本章将介绍构建通用可偏转球囊导管的示例研究。 在本例中,您将看到气囊导管的一些基本部件,部件的制造方法以及基本装配技术和设备。 最基本的设备之一是热空气站,其将在第5章中描述。将描述常见的粘合剂粘合材料。 本章末尾包括常见导管类型的术语表。
本章的示例将是一个基本的可操纵导管,即调弯导管,它是在加利福尼亚州圣克拉拉举行的年度Beahm Designs医疗器械技术开放日的示范片。 该设备以其制作的节目命名,从一个供应商的展位到另一个展台以接力方式命名,旁观者观看。
该演示导管可作为许多导管构建概念的有价值的介绍。 该演示包括不同硬度导管轴的热粘合,尖端和远端尖端处的拉线锚固的示例,以及构建可操纵导管的一些基本原理。 展示了诸如热风箱和尖端模具的工具。 还证明了导管制造中的另一种重要方法:使用收缩管形成热粘接接头。
该演示文章的另一个特点是,许多构建此设备的项目都很容易获得,有些甚至是现成的组件。 了解能够快速,低成本地获得什么是研发技术人员的关键技能,因为这将允许原型的快速迭代,消耗最少的稀缺和昂贵的资金,并快速收敛于可用的解决方案。
这个导管是如何建造的
该导管展示了一种简单的可偏转导管的一些内部工作方式,对于没有看到装配好的装置的人来说这是不明显的。 远端导管轴是柔软的30 Shore D Pebax材料,近端轴是更硬的72D Pebax(见图6.1)
导管构建最值得注意的事情之一,尤其是第一次看到它时,涉及到多少触摸和艺术。该设备的一些功能相当小,并且难以在第一时间正确使用。在研发环境中,获得经验丰富的医疗设备组装商的帮助非常有帮助。该技术人员可以成为宝贵的资源,并与设计人员合作,从一开始就构建用于装配的设备。手工制作一次性装置是一回事;然而,构建5或10个可靠且一致的设备是另一个问题,而另一个是扩展以制造数百或数千个设备。获得熟练且知识渊博的汇编程序的输入将有助于工程师设计更高质量,可靠且一致的设备,具有良好的产量且无需不必要的劳动力。这些装配工通常知道将工具放在一起的有效方法,工程师可能不知道。
该导管包括用于使球囊充气的近端鲁尔接头和用于致动拉线以使尖端部分偏转的集成螺旋机构。 在该演示装置中,该特征是插入模具到导管轴上,这意味着导管轴被放入注射模具中,并且其周围注塑成型。 这允许毂在没有粘合剂的情况下熔合到导管轴上。 这是提高产量的有用方法; 然而,现成的近端毂可以通过热粘合,氰基丙烯酸酯或紫外(UV)固化粘合剂容易地粘合到导管轴上。
鲁尔接头和导管轴之间的接头用热缩管覆盖。 这是为了在轮毂和轴之间提供应变消除,以防止轴扭结。
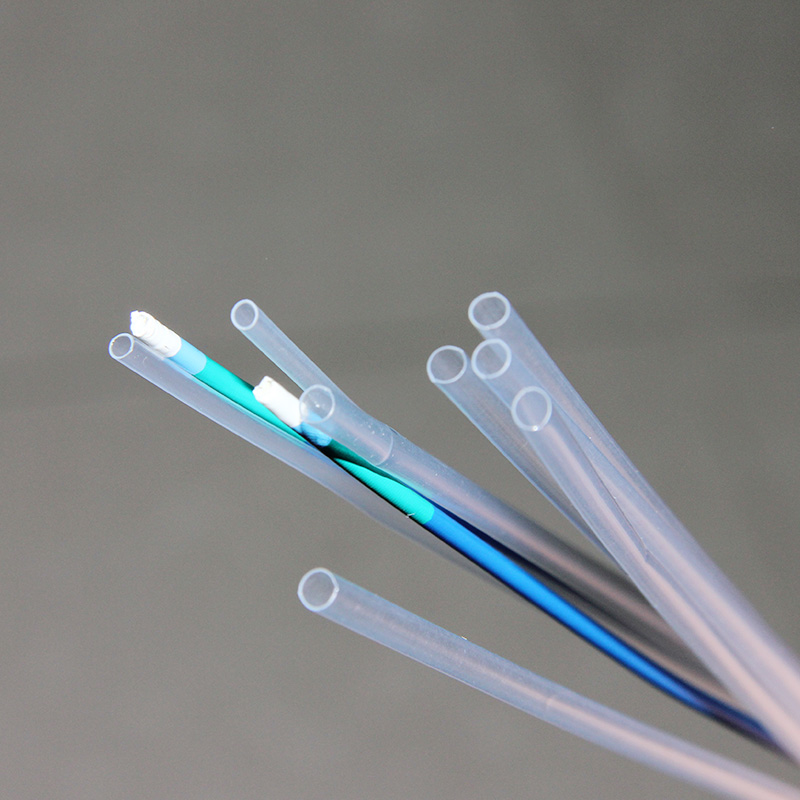
可偏转导管通过具有相对较硬的近侧轴和较软的远侧末端来操作。 小规格不锈钢拉线沿轴的长度延伸,以向尖端提供拉力并使导管偏转。 导管轴是标准的双腔设计,具有用于拉线的小内腔和用于通过空气以使球囊充气的较大内腔。 较软和较硬的轴都具有相同的挤出轮廓。 导管直径为8F(8French,2.7mm或0.105英寸)。
示例中所示的方法使得导管尖端在一个方向上偏转。制造可操纵导管的其他方法如下。如果导管要在两个或更多个轴上转向,则挤出轮廓将具有两个相隔180度的线腔,其中较大的腔位于中心。这些电线固定在尖端,为了获得双向转向,电线连接到手柄中的钟形曲柄机构(见图6.2)。杠杆使尖端沿其两个偏转方向弯曲。如果电线放置在导管轴的12:00,3:00,6:00和9:00位置,并且连接到90度的两个钟形曲柄执行器,则可以扩展以允许四个偏转轴。胃镜和乙状结肠镜具有这种类型的四向转向。这种类型的机制使导管更通用;然而,它也使它更大,更复杂和昂贵的构建。对于可重复使用的内窥镜而言,这可能是合理的,花费数千美元,但在一次性设备中很难证明其合理性。扭转装置以转动导管尖端以制造更复杂的四向转向装置通常同样简单。
导管上制造柔性尖端的另一种方法是通过波纹管(见图6.3)。 顾名思义,金属或塑料管被切口以产生一系列环,留下一块材料。 然后用柔性弹性护套覆盖该脊椎管。 脊柱可以由管中的剩余材料制成,或者它可以是一片扁平金属或点焊到一系列环上的金属丝。
形成远端尖端装配
导管端尖端组件由子弹形玻璃模具形成。 这些模具在第5章中详细描述了热空气站和玻璃模具的使用。
首先,将导线切割成导管的长度。 然后将一段小直径聚乙烯(PET)管衬垫切割成远端轴的长度加上约0.5英寸,然后在线上滑动。 该衬里将允许线自由操作,并且当它们被热结合在一起时在软远侧轴和较硬的近侧轴之间提供桥接件。
为了形成拉线的锚,电线在钩子中向后弯曲180度,大约0.125英寸(见图6.4)。 然后将其拉回,直到金属丝钩入挤出管的大腔。 接下来,将该组件推入加热的模具中并加热至塑料的熔融温度。 这在导管远端的末端形成子弹末端,并使导线周围的塑料熔化,将其固定在适当位置。 细小的不锈钢丝可从Small Parts,Inc。(Miami Lakes,FL)获得。
其他尖端方式
该示例中,使用定制的玻璃模具来形成导管尖端。 考虑到需要构建的设备数量,这是最佳解决方案。 但是,您可能会在某个下午或晚上发现自己在工作台上,需要在导管上放置一个体外原型的尖端。 那你怎么办呢?
尖端模具的一种方法是在车床上用黄铜或铝制造一个。将金属杆钻出导管直径,并留有间隙。将一个钻头(希望是一个古老的钝钻头)磨成你需要的尖端形状,并在这个工具上磨削一个切削刃。如果您无法破坏钻头,可以使用钻头的柄端进行此操作。使用它作为模板工具,仔细钻出金属杆中的尖端形状。加工金属杆,使壁厚约为0.125英寸,以便更好地传热。用脱模剂填充工具,将其加热至转变温度,将导管插入,直到您感觉到已形成尖端,冷却模具,并拉出(希望)可接受的成型尖端。与玻璃模具相比的一个缺点是,您看不到尖端形成,需要通过感觉更多地做到这一点。如果你真的缺少工具(你没有温度控制的热空气站),可以使用可调式热风枪。通过一些试验和错误以及读数高达500°F的烧烤温度计,您可以校准您的热风枪并获得可接受的研发和概念验证级别的结果。形成尖端的另一种方式是使用塑料尖端模具。铁氟龙棒可以制成倾翻模;但是,加热可能很困难。
尖端也可以用一块厚的硅胶管形成,该硅胶管刚好足以在导管上伸展。加热管的尖端。硅胶不会熔化;然而,管内的塑料会软化并融化。对导管进行操作,直到硅胶管向下挤压并使管末端熔化。不需要脱模,因为导管塑料不会粘到硅树脂上。加热管的远端时,塑料会流动得更多,而尖端后部的温度梯度会产生锥度。如果您需要保持开放的管腔,请使用一块涂有脱模剂的干净钢琴线作为心轴。 (Pam®无粘性烹饪喷雾仅适用于体外原型或台架测试。)通过一些练习和正确尺寸的硅胶管,您可以使用此方法形成可接受的锥形尖端。形成一个基本提示的最后一种方法是加热塑料并(小心地,不要灼烧你的手指)在你的拇指和食指之间滚动,直到你得到一个可接受的尖端。
加入远端尖端组件和近端轴
一旦拉线和衬里已经安装到远端尖端,并且尖端已经形成,远端尖端组件就准备好连接到导管轴上。 这是用氟化乙烯丙烯(FEP)收缩管完成的。 作为含氟聚合物的FEP管比Pebax具有更高的耐热性,并且熔化的导管轴材料不会粘附在其上。
购买FEP收缩管,当收缩时,收缩至导管轴的直径。 FEP收缩管用作模具,允许远端和近端导管轴之间的对接焊接,并在管纵向收缩时将轴拉到一起。 当FEP收缩时,它将熔化的Pebax端部挤压在一起形成接头。 由于收缩管恢复到导管轴的直径,因此接头光滑且清洁。 在这里你可以看到为什么衬管是重要的。 没有衬管,塑料会融化并关闭导管腔,导管将不起作用。 用于拉线和尼龙衬垫和桥接的FEP衬垫是使该装置工作的基本部件。 一旦形成接头,就小心地切断FEP管。
使用尼龙衬垫实际上是构造这种特定导管的捷径。 这是一种在没有特殊工具的情况下执行此连接操作的方法。 通常,导管腔在与导线心轴的接合操作期间保持打开,接地尺寸,并涂有非粘性聚四氟乙烯(PTFE)或聚对二甲苯。 在连接操作之后移除这些电线,在接头处留下干净的开放管腔。 心轴充当模芯。 形成对接接头的另一种方法是使用管状玻璃模具而不是FEP收缩。 使用玻璃模具方法,加热紧密配合的模具,并将导管轴一起压入内部以形成接头。 FEP收缩管方法的一个优点是管在焊接时均匀地夹在管上,形成非常光滑和一致的接头。
为球囊通气打孔
通常,在具有尖锐管状冲头的导管中冲孔。 这些冲头可从Technical Innovations(Brazoria,TX)获得。 在导管管道上钻孔的另一种简单方法是用锋利的剃刀刀片将一个小凹口切入管中。 (钻孔是在垂直于管子上钻孔;刮削是在管子上以90度角切开一个切口。)这是在原型制作时在导管中钻孔的简单方法。
然而,这些方法都没有用于使导管中的小气孔使球囊膨胀。 在这种情况下,孔是用干净,尖头,热的烙铁头制成的。 这种方法是一种方便的方法,可以快速,一致地在导管管内制作小而干净的孔,无需工具。
近端鲁尔接头连接.
在该示例中,将定制的鲁尔接头插入模制到导管的近端。 通常,现成的Y连接器或一些其他配件胶合到导管轴上。 标准鲁尔配件可从许多供应商处获得,包括Quosina,Merit,Value Plastics,Brevet,B Braun和其他几家。 Quosina(http:// http://www.quosina.com)是所有类型医疗配件的便利资源。 它带有来自多个制造商的各种配件和附件,并且具有非常合理的最低订单要求。 很多时候,当建造原型时,架子上没有所需的精确直径的鲁尔接头。 在这种情况下,通常钻出或修改这些标准配件以满足当前的需要。
将较大的管子安装到较小的孔上的另一个技巧是:假设你有一个略大的管子和一个你不能或不想钻出的配件。 如果可能的话,加热导管管直到稍微柔软,并小心拉,如太妃糖。 这将拉伸管,减小横截面直径。 如果你拉动管子直到它伸展和断裂,你现在有一个锥形管; 你可以用所需直径的剃须刀片切掉它。 这可能不会一直有效,但它是一个有用的技巧。
通常,用于该应用的选择的粘合剂是UV固化粘合剂(由Loctite,Inc。或Dymax,Inc。制造)。 可以使用其他粘合剂如氰基丙烯酸酯和环氧树脂,但在这种应用中,UV固化是最通用的。
要使用紫外线固化胶,配件必须清晰,以允许紫外线通过,并且必须有紫外线光源。 这些光源价格昂贵(低端型号约为1,000美元),但如果您进行大量导管原型制作和组装,它们是非常有用的配件。 Loctite较新的基于发光二极管(LED)的固化棒可为灯基点固化棒系统提供经济的替代品。 另一种经济的替代方案是最初设计用于固化牙科复合材料的使用过的UV光源。
UV粘合剂在医疗器械制造中是通用的和普遍存在的。 它们用于将氧气面罩粘合在一起,将皮下注射针粘合到鲁尔接头上。 UV固化粘合剂也广泛用于电子工业中。 有许多类型和等级的UV粘合剂可以粘合几乎任何材料,其中至少一种是透明的以允许UV光通过。 UV固化粘合剂在暴露于紫外线时具有优异的间隙填充和固化。 Dymax和Loctite网站提供了有关如何选择合适的粘合剂来粘合材料组合的绝佳信息。
重要的是设计一个UV粘合的部件,以便UV光完全照亮粘合剂。 如果任何粘合剂在阴影区域,它将无法固化。 此外,即使材料对可见光可能是透明的,但这并不意味着它对UV是透明的。 大多数透明材料是丙烯酸,苯乙烯和聚碳酸酯。 一个值得注意的例外是聚酰亚胺管,它是琥珀色的,对可见光透明但对紫外线不透明。 聚酰亚胺管下面的胶接接头在紫外光下不会固化。
使用适当的眼睛保护和紫外线固化系统非常重要。 使用制造商提供的护目镜。 暴露于高强度紫外线会导致永久性眼睛损伤。
一旦将鲁尔接头结合到导管轴上,然后用一段标准聚烯烃热缩管覆盖接头。 这样做是为了在导管轴和鲁尔接头之间提供应变消除。
球囊连接到导管轴组件
在导管准备好连接球囊。 该实施例中的气球是可从Advanced Polymers(Salem,NH)获得的现成产品。 该实例的球囊是聚氨酯球囊,其热粘合到Pebax导管轴上。
为了实现球囊颈部与管子的热粘合,如图6.7所示,使用来自Advanced Polymers的紧密贴合的PET热收缩管。
它滑过气球颈部,组件被加热。 收缩管夹在气囊颈部上,气囊颈部与导管轴保持融合。 当气囊粘合完成时,小心地切掉PET管,因为它不与所用材料粘合。 如图6.8所示,这种定制的翻盖模具不是必需的; 但是,如果要使用热风箱加热器钳口,则必须非常小心地进行操作以防止损坏导管组件。
该示例中,使用特殊的翻盖模具来定位热量并防止损坏薄的球囊材料。
组装转向中心
在该示例中,使用紧凑,简单且有效的转向机构。 转向机构是导向螺杆,当拧开时拉动不锈钢丝并弯曲远端导管尖端。 导线上的致动锚是一个小钢轴承,钻有孔,用银焊料焊接到拉线上。 该珠子位于螺旋机构顶部的锥形口袋中。
这是具有基本尖端转向和气囊能力的通用导管的示例。 对于设计者来说,有几种方法可以使导管易于构建。
此示例显示了使用简单工具和现成组件可以完成的工作量。 导管轴和衬垫以及用于组装的收缩管的挤压件必须定制。 对于这种类型的任何特定导管,必须仔细匹配管的尺寸以产生可用的装置。
声明: 本网站所发布文章,均来自于互联网,不代表本站观点
Copyright © 索科医疗 All Rights Reserved. Add:Shenzhen,CHINA 粤ICP备2022121184号  粤公网安备 44030402005873号
粤公网安备 44030402005873号